


Tuuliturbiinin 3MW-10MW Planet Carrier -takat





Käytetään tuuliturbiinien vaihteistoissa voimansiirtoon. Valmistukseen valitaan korkealaatuinen seosteräs, jonka suorituskykyä parannetaan taonta- ja lämpökäsittelyprosesseilla. Tarjolla on asennusopastusta ja vianmäärityspalveluita. Niiden etuna on vahva väsymiskestävyys, joka varmistaa vaihteistojen vakaan toiminnan ja parantaa tuulienergian muunnostehokkuutta.
ACE Group on kattava yritysryhmä, joka erikoistuu raskaaseen teolliseen tuotantoon ja toimii Kiina Tuuliturbiinin vaihdelaatikon takoot Valmistajat ja Tuuliturbiinin vaihdelaatikon takoot Tehdas. Sen toiminta kattaa takomisen, lämpökäsittelyn, tarkankoneenkäsittelyn, hitsatut rakenteet sekä ajettujen ja vapaakulkuisten raskaiden ketjujen maalauksen tuotannon. Tämä integroitu rakenne kattaa konepajateollisuuden keskeiset tuotantoprosessit, yhdistäen teknologisen voiman suurimittaiseen tuotantokapasiteettiin.
Tärkeimmistä tytäryhtiöistä yksityiskohtia:
Jiangsu ACE Energy Technology Co., Ltd.: Ryhmän pääasiallinen tuotantotukikohta, joka aloitti virallisesti toimintansa marraskuussa 2025. Se kattaa 55 eekkerin alueen, jonka rakennuspinta-ala on yli 50 018 neliömetriä. Tehdas on varustettu 3, 5 ja 15 tonnin sähköhydraulisilla vasaroilla; 1 ja 1,5 metrin pystysuorilla rengasvalssauslaitteilla; energiatehokkailla kaasulämmitysuuneilla; lämpökäsittelyvastusuuneilla; karkaisualtailla; induktiokarkaisulaitteilla; työstökeskuksilla ja muulla tuotantolaitteistolla.
Yancheng ACE Machinery Co., Ltd.: Perustettu vuonna 2019, kattaa 20 eekkerin alueen, jonka rakennuspinta-ala on 13 333 neliömetriä. Sillä on integroitu hitsattujen ja oikaistujen teräsrakenteiden tuotantolinja sekä tarkankoneenkäsittelypaja.
Yancheng ACE Surface Treatment Technology Co., Ltd.: Käyttää suurta ajettujen ja vapaakulkuisten raskaiden ketjujen jauhemaalaustuotantolinjaa. Keskittyen ammattimaisiin pintakäsittelytekniikoihin, yksikerroksinen pinnoitus saavuttaa 400 mikrometrin paksuuden, tarjoten luotettavaa korroosionkestävyyttä ja sääkestävyyttä sekä ulkonäköoptimoinnin ratkaisuja, parantaen ryhmän tuotepalveluiden koko elinkaarta.
ACE Group on tuettu nuorten avainhenkilöiden johtamistiimillä, joilla on kokemusta materiaalitieteen, lämpökäsittelyn, koneenkäsittelyn ja pintakäsittelyn aloilta. He ovat perehtyneet kansainvälisiin ja kotimaisiin standardeihin, ovat innovatiivisia ja pyrkivät uudistuksiin. Tytäryhtiö ACE Machinery on saanut TÜV Rheinlandin ISO 9001 laadunhallintajärjestelmän sertifioinnin sekä ISO 14001, 45001 ja 50001 järjestelmäsertifioinnit. Se on tunnustettu erikoistuneeksi, tarkaksi, ainutlaatuiseksi ja innovatiiviseksi yritykseksi, kansalliseksi huipputeknologiayritykseksi ja sillä on 3A-tason yritysluottoluokitus.
Nojaten integroituihin MES- ja ERP-hallintajärjestelmiin, informaatio- ja teollistumisen integraatioon, pilvitietovarastointiin ja pyrkiessään rakentamaan modernin energiatehokkaan yrityksen, ryhmä ylläpitää kattavaa valvontajärjestelmää. Sillä on mittausvälineitä, murtumattoman testauksen laitteita ja pätevä henkilöstö, toteuttaen tiukkaa valvontaa materiaalien sisäisestä laadusta ulkonäköön ja mittoihin. Kaikki lähetetyt tuotteet käyvät läpi 100 % tarkastuksen, noudattaen liiketoimintafilosofiaa, joka tähtää 100 % laadukkaaseen lähetykseen ja nollaasiakasvalituksiin. CNAS-standardin mukainen laboratorio perustetaan tarjoamaan tieteellistä testaustukea laadunvalvontaan tuotannossa ja teknologisessa tutkimuksessa ja kehityksessä, parantaen tuotteiden laatua ja teknologisia innovaatioita.
Tulevaisuudessa ACE Group jatkaa tytäryhtiöidensä teknisten etujen ja teollisten synergioiden hyödyntämistä. Standardoitujen tuotantomenetelmien, erikoistuneiden teknologioiden, integroitujen palveluiden ja tiukan laadunvalvontajärjestelmän kautta ryhmä pyrkii tarjoamaan tehokkaita ja luotettavia teollisen tuotannon ratkaisuja maailmanlaajuisille asiakkaille, edeten varmasti kohti alan johtavan kattavan tuotantopalvelujen tarjoajan asemaa.







Wind turbine gearbox forgings are precision-engineered metal components produced through controlled deformation of high-grade alloy steel, designed specifically to transmit and amplify rotational forces within a wind turbine's drivetrain. In simple terms, they are the structural backbone of the gearbox — converting th...
Katso lisääLaivojen propulsioakseleille, taotut akselit ovat ylivoimainen valinta lähes kaikkiin vaativiin sovelluksiin . Takominen tuottaa jatkuvan, tasaisen raerakenteen, joka tuottaa tyypillisesti vetolujuutta 20-40 % korkeampi kuin vastaavat samasta metalliseoksesta valmistet...
Katso lisääSuunniteltu käyttöikä tuuliturbiinin vaihteonton takeet is yleensä 20 vuotta , joka vastaa nykyaikaisen tuuliturbiinin normaalia käyttöikää. Optimaalisen materiaalivalinnan, valmistuslaadun, voitelunhallinnan ja huoltokäytäntöjen mukaisesti korkean suorituskyvyn taotut komponentit –...
Katso lisää









Tuuliturbiinien vaihteistot ovat uusiutuvan energian alan rasittavimpia ympäristöjä. Taotut komponentit ovat parempia kuin valetut osat, koska ne tarjoavat erinomaisen väsymiskestävyyden, iskunkestävyyden ja tasaisen raerakenteen, joka kestää nykyaikaisten 1-15 MW turbiinien äärimmäisen vääntömomentin ja syklisen kuormituksen.
Suurin osa tuuliturbiinin vaihteiston pyörivistä osista ja raskaita kuormaa kantavista elementeistä on taottu:
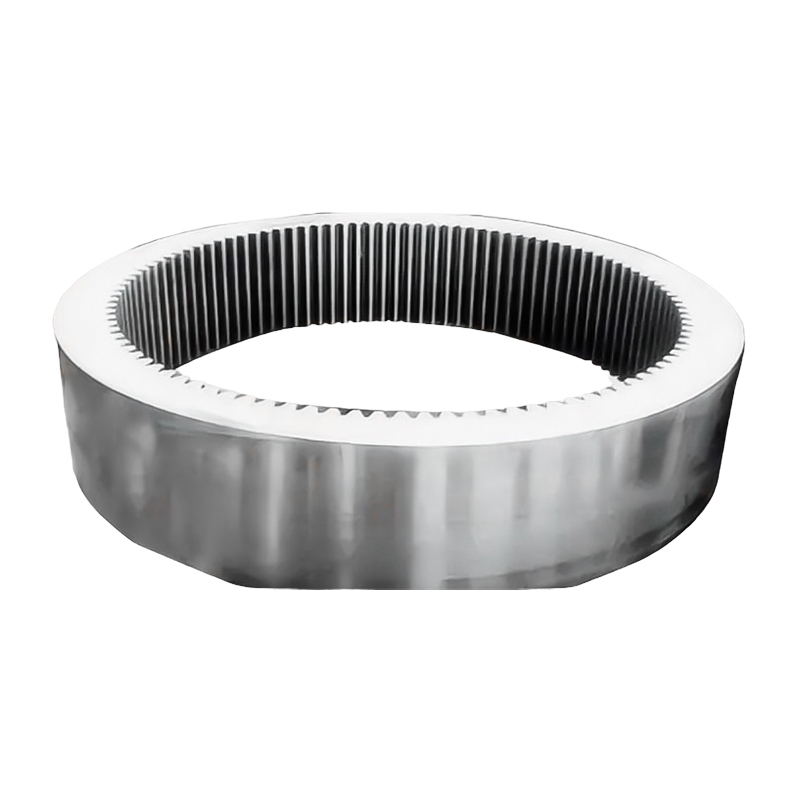
Gear Blanks: Suuria levyjä käytetään Planetary Gears, Sun Gears ja Ring Gears. Nämä vaativat suurta pinnan kovuutta ja ytimen sitkeyttä.
Pääakselit ja tulo-/lähtöakselit: Nämä välittävät massiivisen vääntömomentin roottorilta vaihteiston nopeille vaiheille.
Saumattomat valssatut renkaat: Käytetään ulompiin renkaisiin ja laakerirenkaisiin.
Kytkimet ja laipat: Kestävät liittimet, jotka yhdistävät voimansiirron komponentit.
Selviytyäkseen 20 vuotta offshore- tai syrjäisissä ympäristöissä materiaalien on oltava erittäin puhtaita seosteräksiä.
| Materiaaliluokka | Tärkeimmät ominaisuudet | Tyypillinen sovellus |
| 18CrNiMo7-6 | Korkea karkenevuus, erinomainen väsymislujuus. | Nopeat vaihteet ja planeettavaihteet. |
| 42CrMo4 / 4140 | Korkea sitkeys ja kohtalainen kulutuskestävyys. | Pääakselit ja vaihteiston tuloakselit. |
| 34CrNiMo6 | Poikkeuksellinen kovettumissyvyys ja iskunkestävyys. | Suurihalkaisijaiset akselit ja raskaat renkaat. |
| 43B17 | Korkea ytimen lujuus ja kulutuskestävyys. | Vaihteistoaihiot ja suuren vääntömomentin kytkimet. |
Tuuliturbiinin vaihteiston taonta valmistetaan tiukasti järjestyksessä:
Valanteen sulatus: Käyttää EF (Electric Arc Furnace) LF (Refining) VD:tä (tyhjiökaasunpoisto) varmistaakseen erittäin puhtaan teräksen, jossa on vähän rikkiä ja fosforia.
Takominen:
Avomuotti taonta suurille akseleille.
Suljettu taonta erittäin tarkkoihin vaihteisiin ja kytkimiin.
Ring Rolling erittäin lujat pyöreät komponentit.
Lämpökäsittely: kriittiset vaiheet, kuten normalisointi, karkaisu ja karkaisu raerakenteen tarkentamiseksi. Hammaspyörät käyvät usein läpi hiiletyksen (Case Hardening) kovan pinnan saamiseksi säilyttäen samalla sitkeän ytimen.
Tarkkuustyöstö: CNC-karkea sorvaus ja viimeistelyhionta täyttämään toleranssit jopa $\pm 0,001 $ tuumaa.
Tuulivaihteistot ovat tunnetusti turbiinin käyttöiän "heikkous", joten testaus on tiukkaa:
Ultraäänitestaus (UT): Pakollinen sisäisten tyhjien tai ei-metallisten sulkeumien havaitsemiseksi paksujen takeiden keskellä.
Magneettisten hiukkasten tarkastus (MT): Käytetään koneistuksen jälkeen pinnan mikrohalkeamien löytämiseen.
Raevirtauksen tarkastus: Varmista, että metallin "virtauslinjat" noudattavat osan geometriaa lujuuden maksimoimiseksi.
Vaatimustenmukaisuus: On täytettävä standardit, kuten ISO 61400-4 (tuuliturbiinin vaihteiston suunnitteluvaatimukset) ja AGMA 6006.
K: Mikset käyttäisi valua näille vaihteille?
V: Valu sisältää usein pieniä huokosia tai "kutistumisvirheitä". Tuuliturbiinissa yksittäinen vika voi toimia jännityksen nostajana, mikä johtaa hammaspyörän hampaan katkeamiseen kovien tuulenpuuskien alla. Taotut ovat pohjimmiltaan "tyhjiö-vapaita".
K: Mikä on suurin uhka näille taotuille osille?
V: Micropitting ja White Etching Cracks (WEC). Nämä ovat pintatason väsymisongelmia, jotka johtuvat vaihtelevien kuormien ja kemiallisten vuorovaikutusten yhdistelmästä voiteluaineiden kanssa.
K: Kuinka kauan mukautetun vaihdelaatikon akselin valmistaminen kestää?
V: Materiaalin puhtausvaatimusten ja lämpökäsittelyjaksojen vuoksi läpimenoajat vaihtelevat perinteisesti 20–52 viikkoon, vaikka erikoistuneet "fast-track"-valmistajat voivat lyhentää tämän noin 10 viikkoon.
